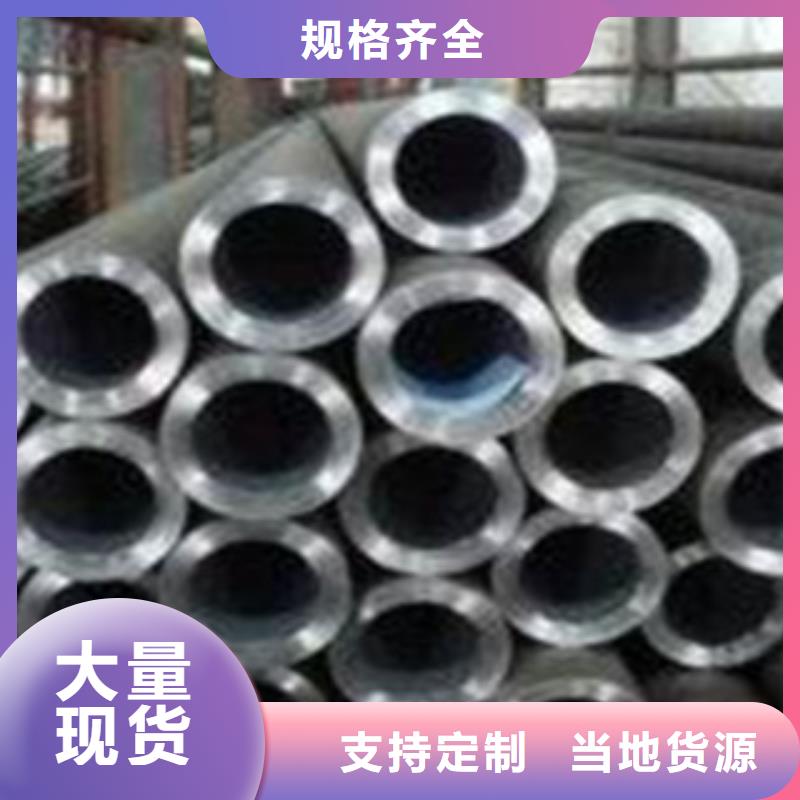
以下是:无缝钢管-Q355E无缝方管生产经验丰富的产品参数
| 产品参数 |
|---|
| 产品价格 | 477 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 20# |
|---|
| 产地 | 沧州 |
|---|
| 规格 | 21mm-1020mm |
|---|
| 类型 | 无缝钢管 |
|---|
| 品牌 | 钢兴 |
|---|
| 可定做 | 是 |
|---|
以下是:无缝钢管-Q355E无缝方管生产经验丰富的图文视频
无缝钢管-Q355E无缝方管生产经验丰富,钢兴钢管
有限公司为您提供无缝钢管-Q355E无缝方管生产经验丰富,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,请联系钢兴钢管
有限公司,发货地:沧州风化店乡后枣园工业区发货到内蒙古 乌海市 。 内蒙古自治区,乌海市 1976年1月10日,乌达市和海勃湾市合并成立乌海市。乌海市素有“黄河明珠”的美誉,三山环抱,一水中流,民风淳厚。乌海市境内资源富集,素以“乌金之海”著称;市境内水土光热资源丰富,适合葡萄种植,有“葡萄之乡”的美称。也是内蒙古西部地区的新兴工业城市,区位优势明显、交通便捷,通航北上广深等17个城市,是华北通往西北的重要枢纽。黄河穿城而过,被誉为“黄河明珠”,118平方千米乌海湖与乌兰布和沙漠相连,拥有一级保护植物四合木和桌子山岩画、秦长城等历史遗迹。
我们精心制作的无缝钢管-Q355E无缝方管生产经验丰富产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:无缝钢管-Q355E无缝方管生产经验丰富的图文介绍

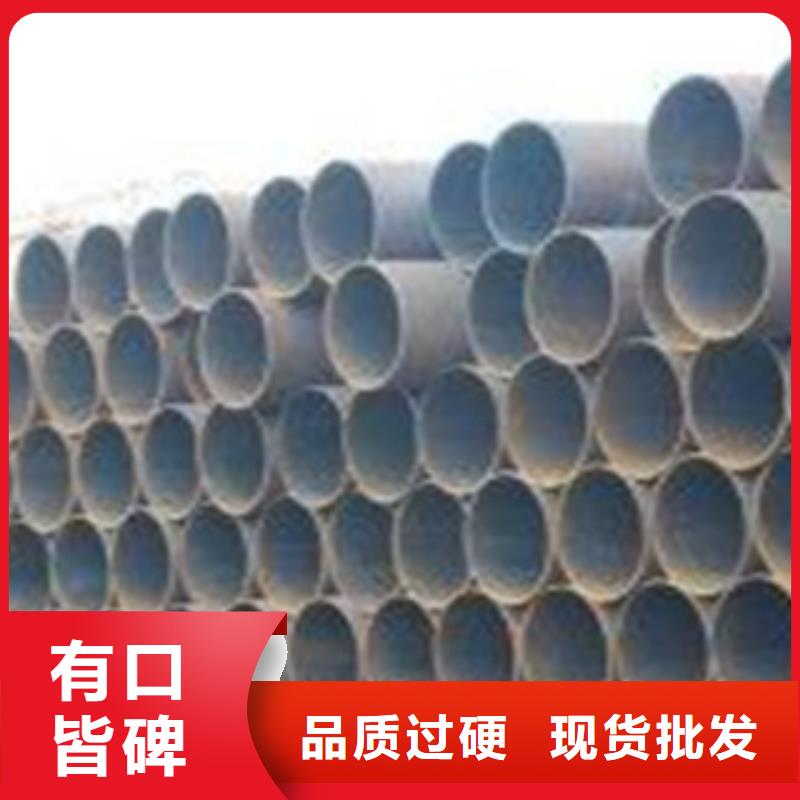
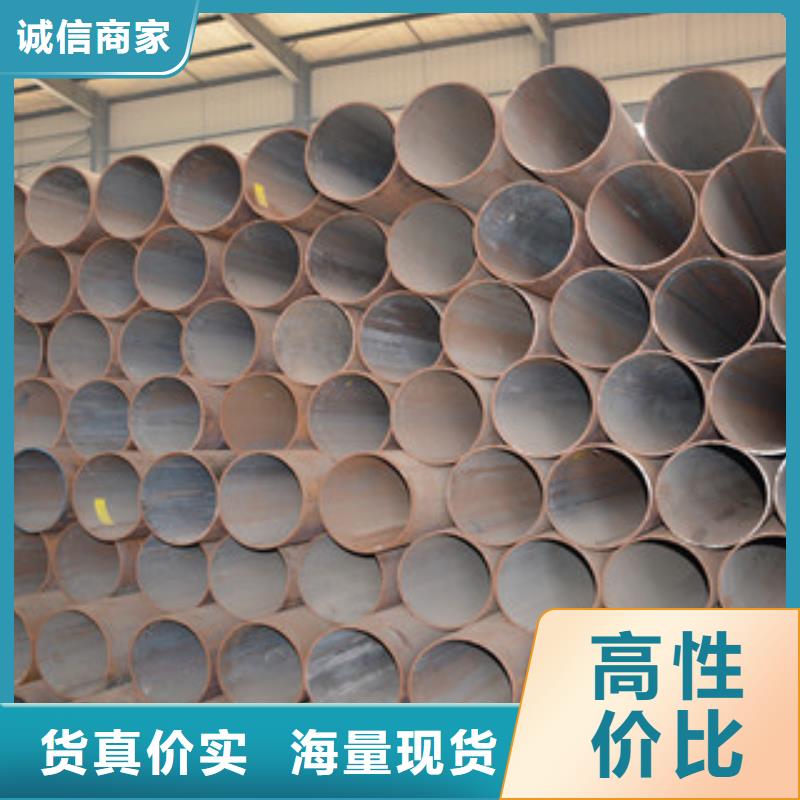
目前钢管的产量已经非常大,所以一些企业在生产钢管的时候,由于自身的技术以及施工质量的不同,都会出现有不同的情况。有的一些加工生产厂家在生产钢管的时候,产品通常能够非常过关,但是有的厂家的钢管的质量却无法得到一定的保证。
所有我们在对钢管进行挑选的时候,一定要进行仔细的挑选,要对如何辨别质量伪劣的钢管有所了解。在一般情况下,很多劣质的钢管在生产的时候,或者是由于厂家加工的技术不能很好的到位,或者是由于厂家在选购钢材料的时候质量不过关,这样就使得在轧制的操作过程中,经常会出现钢管折叠的情况,而且这些折叠部位在用户的使用过程中,会出现严重开裂的情况,导致这些钢管在使用的过程中无法发挥出真正的作用。一般我们在选购的过程中通常会从外观上检查是否存在裂痕,再从通过抽样的办法进行检查,这样就能保证选购过程中不会出现一些劣质产品。


钢兴钢管
有限公司主营产品: 内蒙古乌海L360N无缝钢管。公司拥有雄厚的开发能力、先进的工艺设备、严谨的质量管理、完善的售后服务、战略化的人力资源、卓越的企业文化、永争di yi的价值观念。坚持走引进,吸收与自主开发并重的技术道路, 建立了一支率、高素质的产品开发队伍。同时,建立了规模庞大、设施先进的技术中心,模块化生产方式的总装线、先进检测设备,确保产品质量稳定可靠。企业的服务宗旨:敬业 务实 创新,公司的质量目标:力争产品的合格率达到 、用户满意率达到。我们用“诚信”打造了“启豪”您的要求是我们的目标,我们向您承诺“启豪”产品 能给您带来更多的快乐。我们期待您的光临,让我们携手共进。




无缝钢管具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。
无缝钢管屈服点的计算公式为:
式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。
无缝钢管断后伸长率(σ)
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:
式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
无缝钢管断面收缩率(ψ)
在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。


无缝管如何改善壁厚精度的问题呢
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



无缝钢管-Q355E无缝方管生产经验丰富,钢兴钢管
有限公司为您提供无缝钢管-Q355E无缝方管生产经验丰富产品案例,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:风化店乡后枣园工业区。